Finished the measurements on the block/head.
Everything is flat as far as my 0.002" feeler gauge and mechanics ruler can determine. All the bores are within the round/taper spec.
I wasn't confident in my ability to use a telescoping bore gauge so I kept taking measurements over and over until I got some consistency. After a few hour long sessions doing that I took 3 measurements of each position and used the average. The positions for the bore were perpendicular to to the crank, 30 degrees left and right of that. Those three taken at the top of the bore below where the ridge line and then 2/3 down the bore. I used these measurements to get get taper and round. The mics I'm using have a vernier scale accurate to 0.0001"
Spec says taper and round limit are both 0.0031"
Cylinder #1 Taper 0.0022" Round 0.0016"
Cylinder #2 Taper 0.0010" Round 0.0011"
Cylinder #3 Taper 0.0008" Round 0.0013"
Cylinder #4 Taper 0.0011" Round 0.0006"
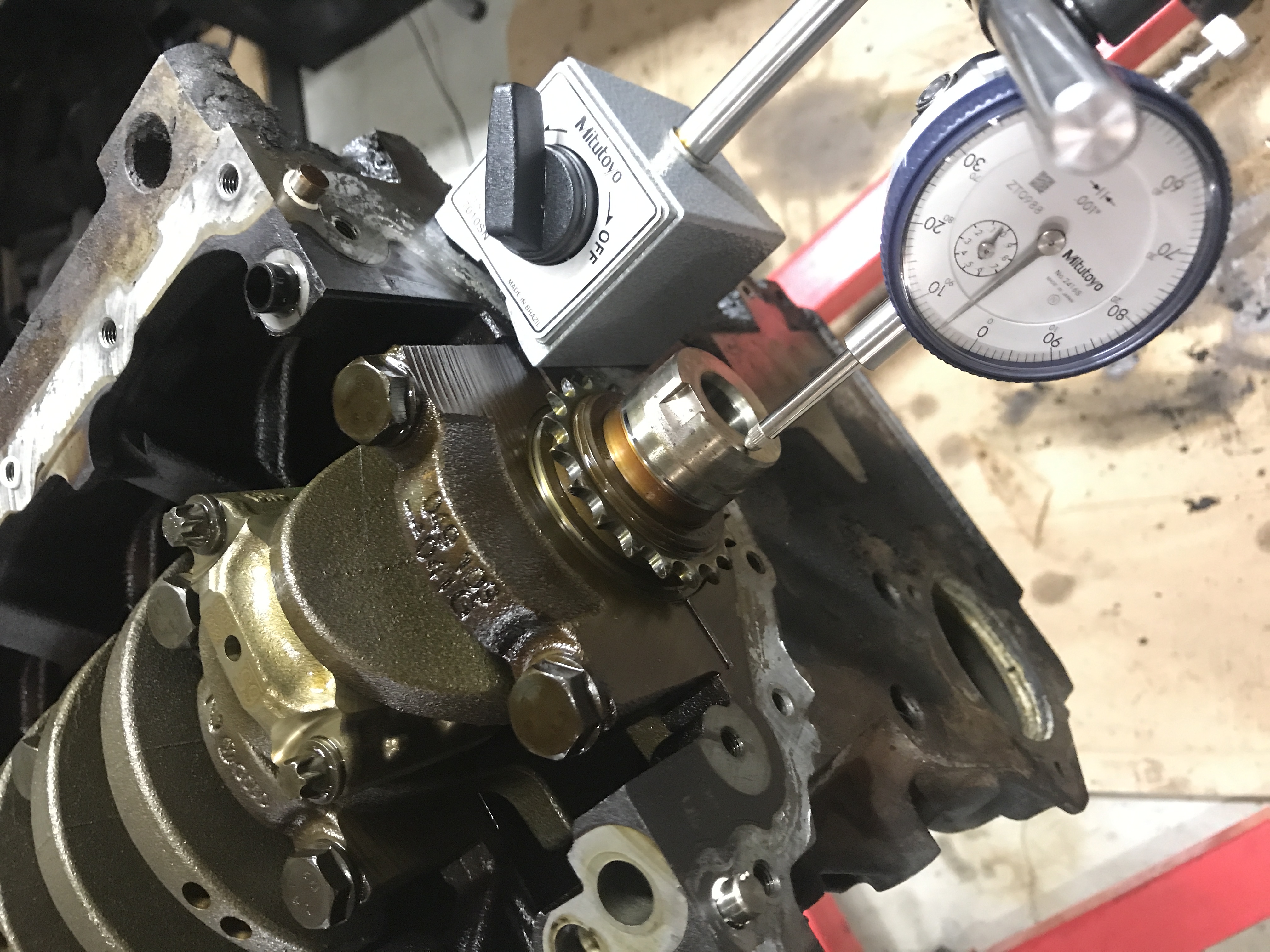
Next I measured out the crank for journal diameter and roundness. Here I took two measurements at 90degree angles to get roundness and took the "worst" diameter reading for journal diameter.
Spec says out of round limit is 0.0002". Main journal diameter is 2.1260" Tolerance -0.0008" to -0.00165"
Main Journal #1 Round 0.0001" Diameter 2.1250"
Main Journal #2 Round 0.0001" Diameter 2.1251"
Main Journal #3 Round 0.0000" Diameter 2.1249"
Main Journal #4 Round 0.0000" Diameter 2.1250"
Main Journal #5 Round 0.0001" Diameter 2.1250"
Round is good, Diameter is right on the bottom end of size for the main journal. I may in the future have this ground down to the first undersize. I'm not going for big HP build for the first pass, I suspect having a proper 1st undersize tolerance and associated bearing/oil clearance would be desirable.
Rod journal spec is same 0.0002" for out of round and diameter is 1.8819" Tolerance -0.0008 to -0.0016
Rod Journal #1 Round 0.0000" Diameter 1.8804"
Rod Journal #2 Round 0.0000" Diameter 1.8804"
Rod Journal #3 Round 0.0000" Diameter 1.8804"
Rod Journal #4 Round 0.0000" Diameter 1.8804"
Looking better on the rod journals, close into the diameter spec here and all coming up exact same sizes with no out of round.
Pistons don't have a spec listed in my manuals. I think the important thing here is piston to wall clearance. I may try to shuffle the order here to get a more consistent P2W clearance. I'm seeing the forged pistons calling for a larger P2W as they expand more at temp.
**Any advice here on piston to wall clearance?**
Piston #1 Diameter 0.1875"
Piston #2 Diameter 0.1874"
Piston #3 Diameter 0.1876"
Piston #4 Diameter 0.1879"
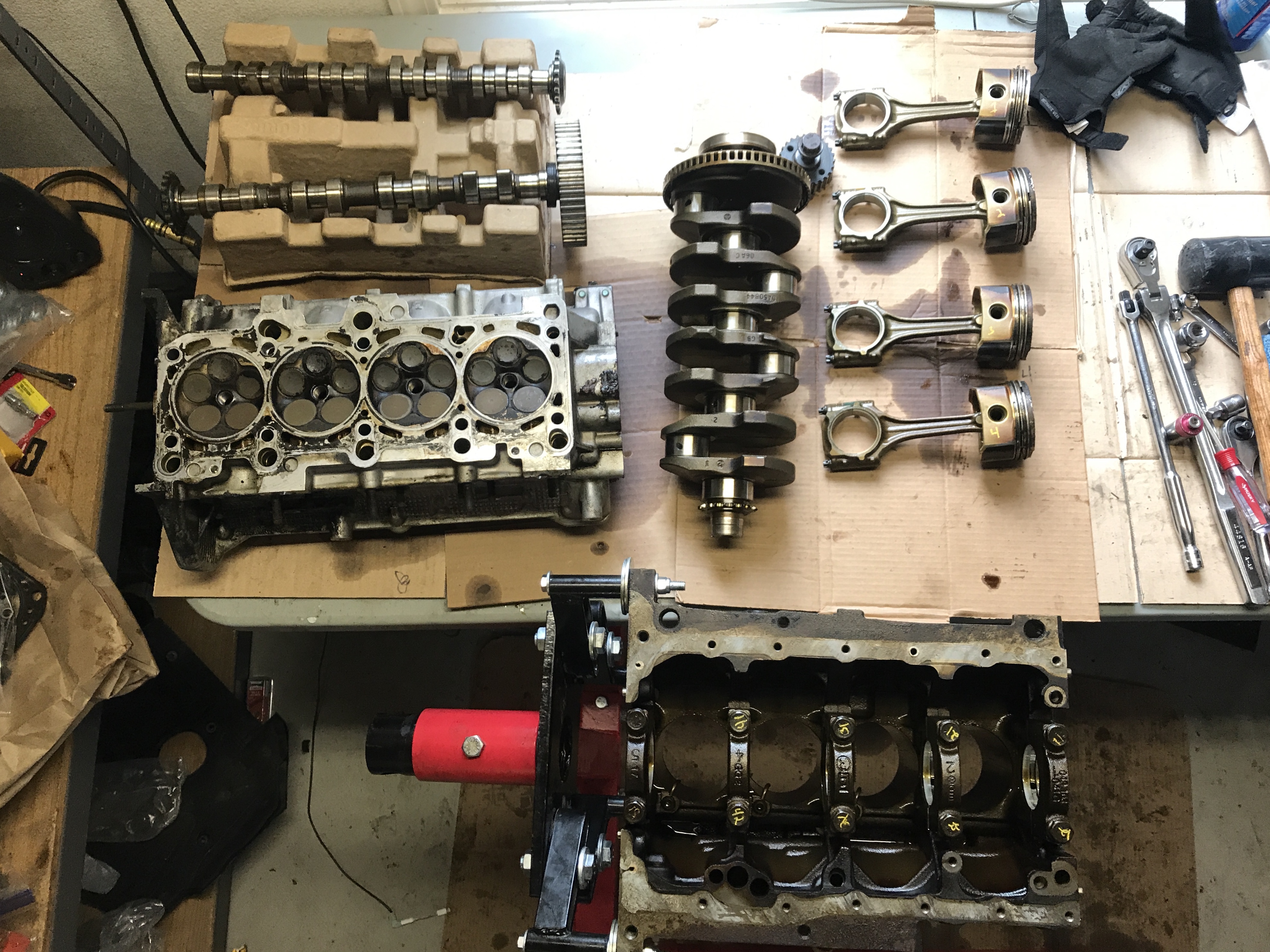
Here is the engine laid out, note I store the crank standing up on the flywheel so it doesn't settle/warp.

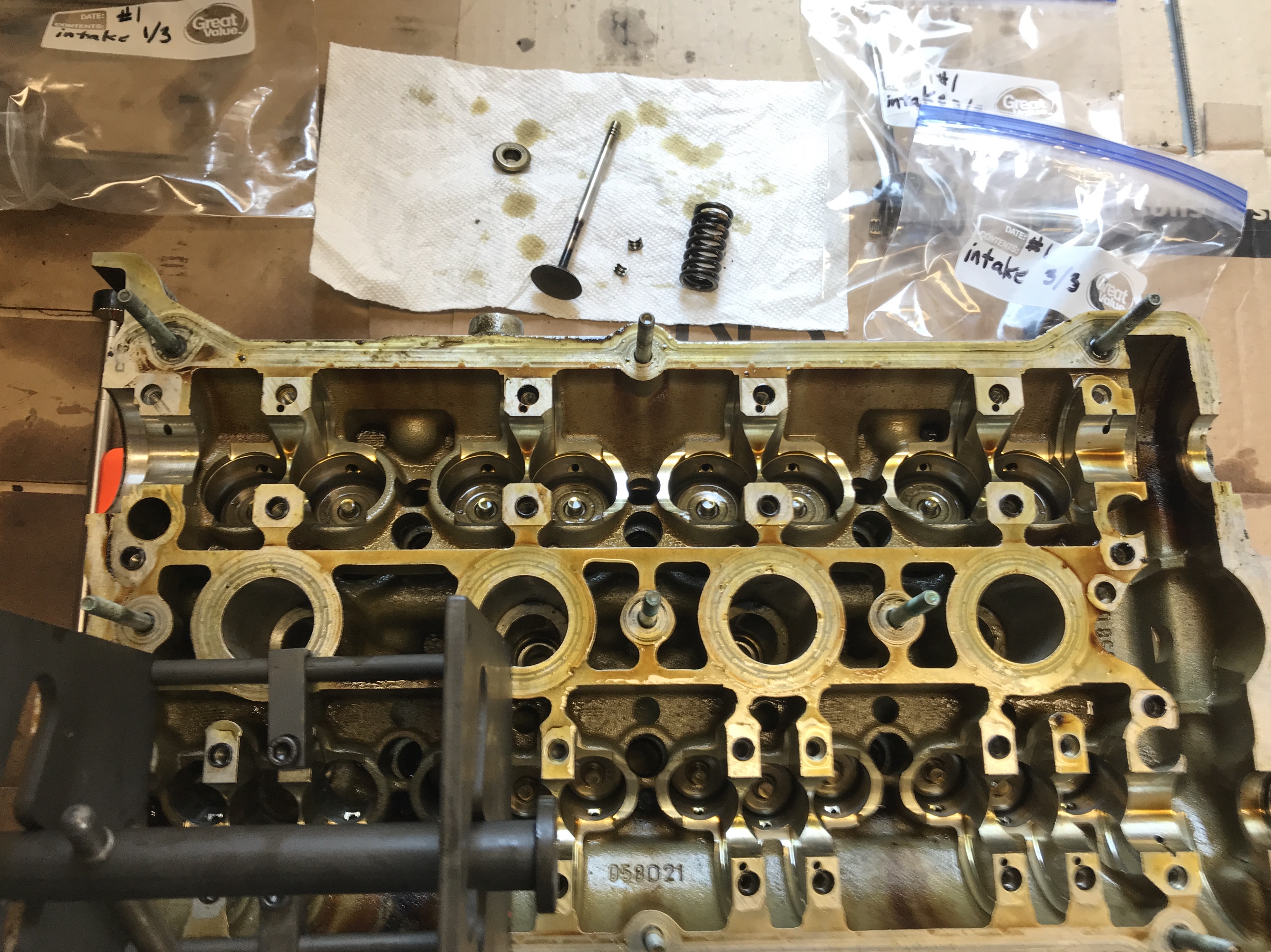
I took the head apart with the help of the VAG spring compression tool. Due to the small space with the 3 intake valves I saw some people using a motorcycle spring compressor with success.

The only issue I ran into where damaged intake valves on the center intake on cylinders #2 and #3. The springs for just these two damaged valves where also clearly out of square. Its very tight in there and I had a difficult time getting emory cloth down in there to sand the stem smooth so I could extract. I ended up using a combination of small emory strips with a hook shaped pick to apply pressure to the stem while sanding. I verified the work with a 3x magnifying glass to see the progress. Cleaned the area with compressed air between steps. Despite my effort here I gouged both valve guides removing the damaged valves. I'm hoping the shop can just hone these as it looks like slight damage and the clearance on the guides was good based on measuring valve play with a dial indicator. I used the VAG tool to get the guide seals off, its like a slide hammer thing. Here is a pic of the dent both the damaged valves had, dent sat right above the valve guide height wise.

I called a few machine shops and picked one that seemed willing to answer my questions the most, a shot in the dark really.
I asked them to perform the following work
Block
- Remove/Replace Oil Gallery Plugs
- Jetwash
- Inspect/Magnaflux
- Hone Cyclinders
Crank
Head
- Jetwash
- Inspect
- Repair or replace center intake guides on #2 and #3
- Mill surface for gasket seating
They are about 4 weeks behind on this kind of work so while they get that done I'm going to move onto suspension work. I provided them with my measurements and asked that they verify. If I'm wrong they'll catch it and we may be looking at boring instead of a hone.













 .
.